31,101 reads
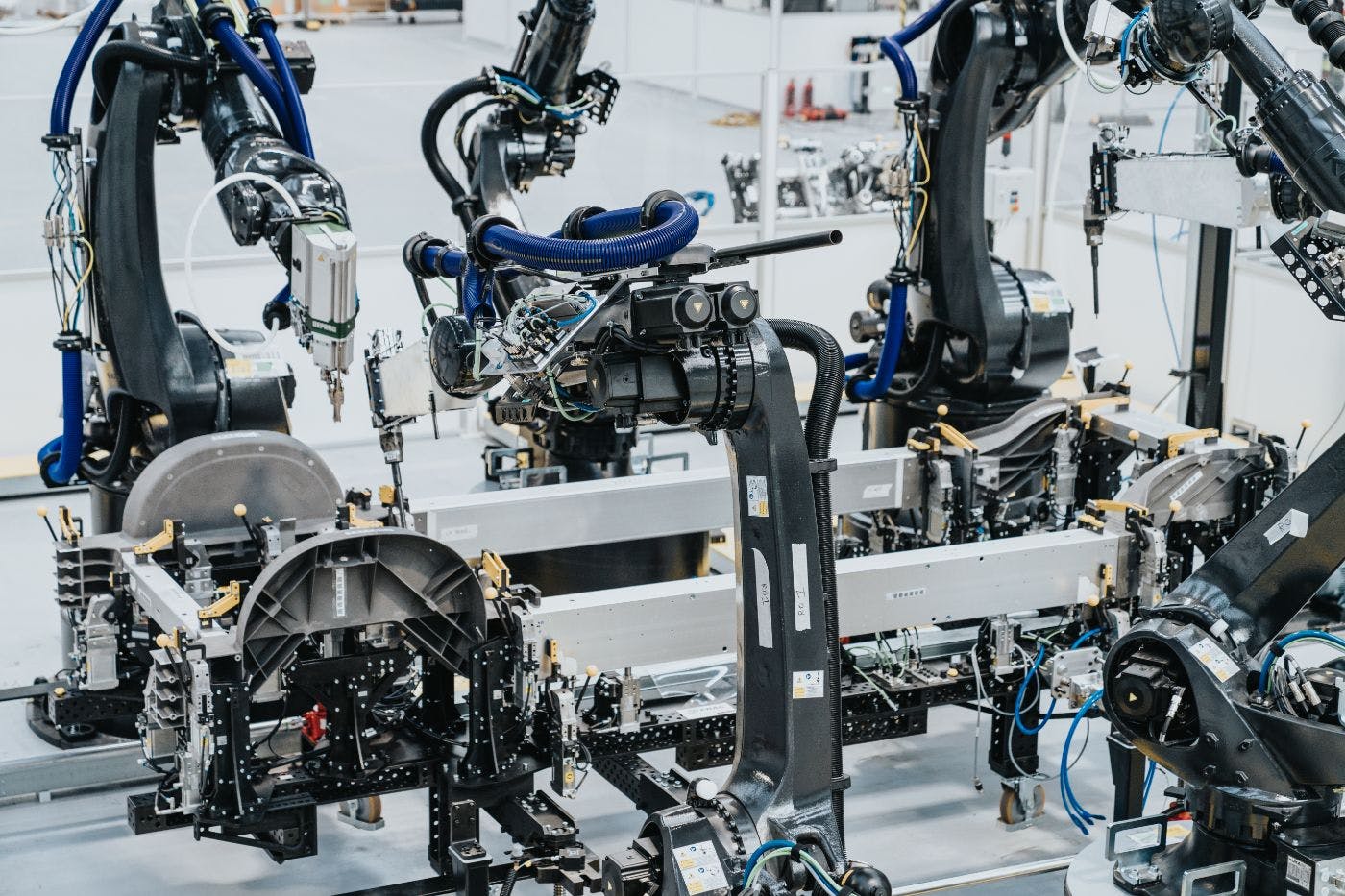
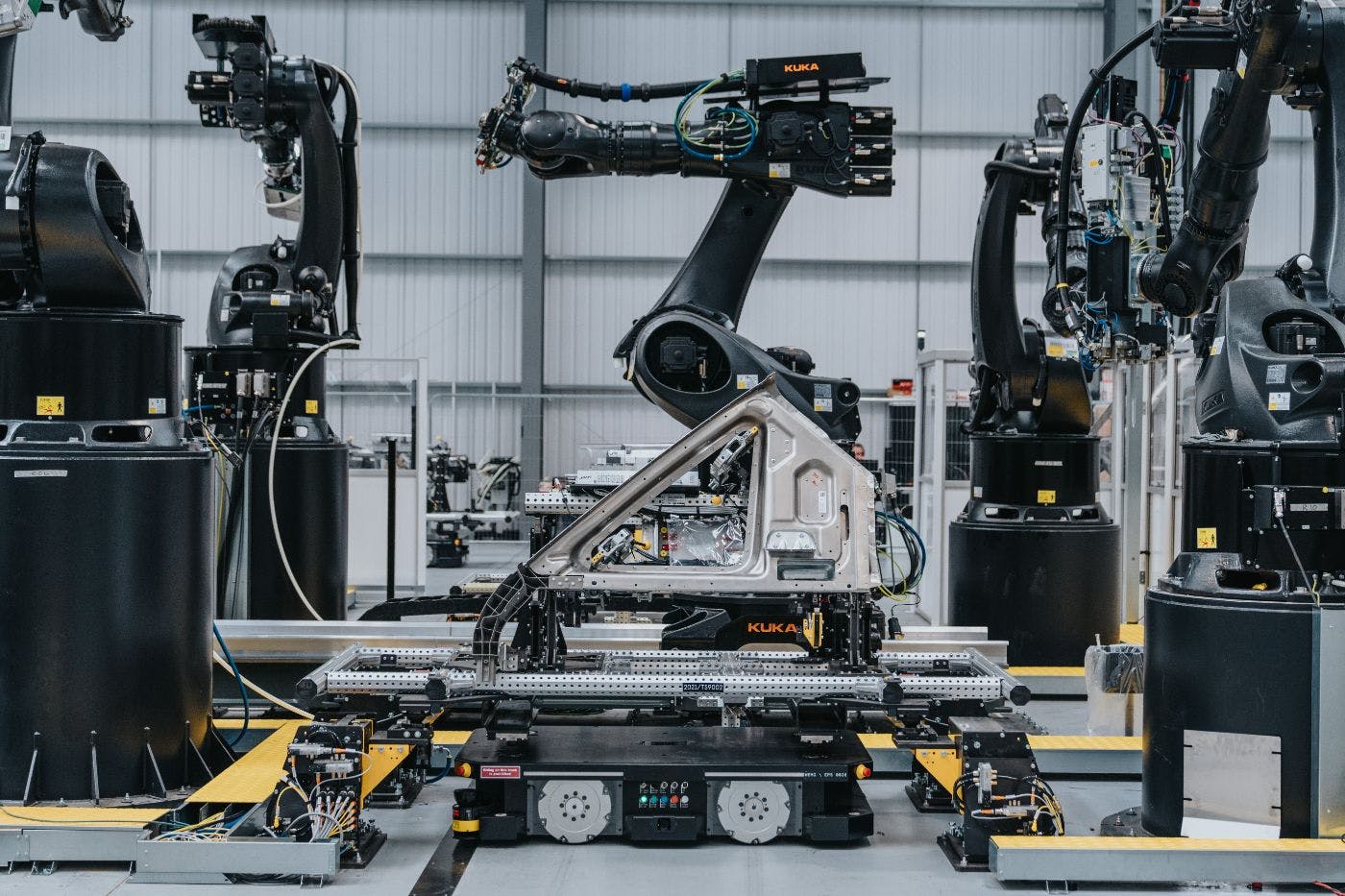
Implementation of Mobile Robots for an Autonomous Scalable Smart Factory
by byVasilii Mishchenko@vasiliirobotech
byVasilii Mishchenko@vasiliirobotech
I’m creating a new way of manufacturing - an autonomous scalable, software-defined, product-agnostic robotic factory
March 9th, 2023





I’m creating a new way of manufacturing - an autonomous scalable, software-defined, product-agnostic robotic factory


I’m creating a new way of manufacturing - an autonomous scalable, software-defined, product-agnostic robotic factory
About Author

I’m creating a new way of manufacturing - an autonomous scalable, software-defined, product-agnostic robotic factory
Comments