The Romance of Modern Mechanism by Archibald Williams is part of the HackerNoon Books Series. You can jump to any chapter in this book here. CHAPTER III
WORKSHOP MACHINERY
THE LATHE — PLANING MACHINES — THE STEAM HAMMER — HYDRAULIC TOOLS — ELECTRICAL TOOLS IN THE SHIPYARD
"When I first entered this city," said Mr. William Fairbairn, in an inaugural address to the British Association at Manchester in 1861, "the whole of the machinery was executed by hand. There were neither planing, slotting, nor shaping machines, and with the exception of very imperfect lathes and a few drills, the preparatory operations of construction were effected entirely by the hands of the workmen. Now, everything is done by machine tools, with a degree of accuracy which the unaided hand could never accomplish. The automaton, or self-acting, machine tool has within itself an almost creative power; in fact, so great are its powers of adaptation, that there is no operation of the human hand that it does not imitate."
If such things could be said with justice forty-five years ago, what would Mr. Fairbairn think could he see the wonderful machinery with which the present-day workshop is equipped—machinery as relatively superior to the devices he speaks of as they were superior to the unaided efforts of the human hand? Invention never stands still. The wonder of one year is on the scrap-heap of abandoned machines almost before another twelve months have passed. Some important detail has been improved, to secure ease or economy in working, and a more efficient successor steps into its place. In his curious and original Erewhon, Mr. Samuel Butler depicts a community which, from the fear that machinery should become too ingenious, and eventually drain away man's capacity for muscular and mental action, has risen in revolt against the automaton, broken up all machines which had been in use for less than 270 years—with the exception of specimens reserved for the national museums—and reverted to hand labour. His treatment of the dangers attending the increased employment of lifeless mechanisms as a substitute for physical effort does not, however, show sympathy with the Erewhonians; since their abandonment of invention had obviously placed them at the mercy of any other race retaining the devices so laboriously perfected during the ages. And we, on our part, should be extremely sorry to part with the inanimate helpers which in every path of life render the act of living more comfortable and less toilsome.
So dependent are we on machinery, that we owe a double debt to the machines which create machines. A big factory houses the parents which send out their children to careers of usefulness throughout the world. We often forget, in our admiration of the offspring, the source from which they originated. Our bicycles, so admirably adapted to easy locomotion, owe their existence to a hundred delicate machines. The express engine, hurrying forward over the iron way, is but an assemblage of parts which have been beaten, cut, twisted, planed, and otherwise handled by mighty machines, each as wonderful as the locomotive itself. But then, we don't see these.
This and following chapters will therefore be devoted to a few peeps at the great tools employed in the world's workshops.
If you consider a moment, you will soon build up a formidable list of objects in which circularity is a necessary or desirable feature—wheels, shafts, plates, legs of tables, walking-sticks, pillars, parts of instruments, wire, and so on. The Hindu turner, whose assistant revolves with a string a wooden block centred between two short spiked posts let into the ground, while he himself applies the tool, is at one end of the scale of lathe users; at the other, we have the workman who tends the giant machine slowly shaping the exterior of a 12-inch gun, a propeller shaft, or a marble column. All aim at the same object—perfect rotundity of surface.
The artisans of the Middle Ages have left us, in beautiful balusters and cathedral screens, ample proofs that they were skilled workmen with the Turning-Lathe. At the time of the Huguenot persecutions large numbers of French artificers crossed the Channel to England, bringing with them lathes which could cut intricate figures by means of wheels, eccentrics and other devices of a comparatively complicated kind. The French had undoubtedly got far ahead of the English in this branch of the mechanical arts, owing, no doubt, to the fact that the French noblesse had condescended to include turnery among their aristocratic hobbies.
With the larger employment of metal in all industries the need for handling it easily is increased. Much greater accuracy generally distinguishes metal as compared with woodwork. "In turning a piece of work on the old-fashioned lathe, the workman applied and guided his tool by means of muscular strength. The work was made to revolve, and the turner, holding the cutting tool firmly upon the long, straight, guiding edge of the rest, along which he carried it, and pressing its point firmly against the article to be turned, was thus enabled to reduce its surface to the required size and shape. Some dexterous turners were able, with practice and carefulness, to execute very clever pieces of work by this simple means. But when the article to be turned was of considerable size, and especially when it was of metal, the expenditure of muscular strength was so great that the workman soon became exhausted. The slightest variation in the pressure of the tool led to an irregularity of surface; and with the utmost care on the workman's part, he could not avoid occasionally cutting a little too deep, in consequence of which he must necessarily go over the surface again to reduce the whole to the level of that accidentally cut too deep, and thus possibly the job would be altogether spoiled by the diameter of the article under operation being made too small for its intended purpose."[5]
Any modern worker is spared this labour and worry by the device known as the Slide-Rest. Its name implies that it at once affords a rigid support for the tool, and also the means of traversing the tool in a straight line parallel to the metal face on which work is being done.
The introduction of the slide-rest is due to the ingenuity of Mr. Henry Maudslay, who, at the commencement of the nineteenth century, was a foreman in the workshop of Mr. Joseph Bramah, inventor of the famous hydraulic press and locks which bear his name. His rest could be moved along the bed of the lathe by a screw, and clamped in any position desired. Fellow-workmen at first spoke derisively of "Maudslay's go-cart"; but men competent to judge its real value had more kindly words to say concerning it, when it had been adapted to machines of various types for planing as well as turning. Mr. James Nasmyth went so far as to state that "its influence in improving and extending the use of machinery has been as great as that produced by the improvement of the steam-engine in respect to perfecting manufactures and extending commerce, inasmuch as without the aid of the vast accession to our power of producing perfect mechanism which it at once supplied, we could never have worked out into practical and profitable forms the conceptions of those master minds who, during the last half century, have so successfully pioneered the way for mankind. The steam-engine itself, which supplies us with such unbounded power, owes its present perfection to this most admirable means of giving to metallic objects the most precise and perfect geometrical forms. How could we, for instance, have good steam-engines if we had not the means of boring out a true cylinder, or turning a true piston-rod, or planing a valve face? It is this alone which has furnished us with the means of carrying into practice the accumulated results of scientific investigation on mechanical subjects."
The screw-cutting lathe is so arranged that the slide-rest is moved along with its tool at a uniform speed by gear wheels actuated by the mechanism rotating the object to be turned. By changing the wheels the rate of "feed" may be varied, so that at every revolution the tool travels from 164 of an inch upwards along the surface of its work. This regularity of action adds greatly to the value of the slide-rest; and the screw device also enables the workman to chase a thread of absolutely constant "pitch" on a metal bar; so that a screw-cutting lathe is not only a shaping machine but also the equivalent of a whole armoury of stocks and dies.
Some lathes have rests which carry several tools held at different distances from its axis, the cuts following one another deeper and deeper into the metal in a manner exactly similar to the harvesting of a field of corn by a succession of reaping machines. The recent improvements in tool-steel render it possible to get a much deeper cut than formerly, without fear of injury to the tool from overheating. This results in a huge saving of time.
For the boring of large cylinders an upright lathe is generally used, as the weight of the metal might cause a dangerous "sag" were the cylinder attached horizontally by one end to a facing-plate. Huge wheels can also be turned in this type of machine up to 20 feet or more in diameter; and where the cross-bar carrying the tools is fitted with several tool-boxes, two or more operations may be conducted simultaneously, such as the turning of the flange, the boring of the axle hole, and the facing of the rim sides.
{kind=link}
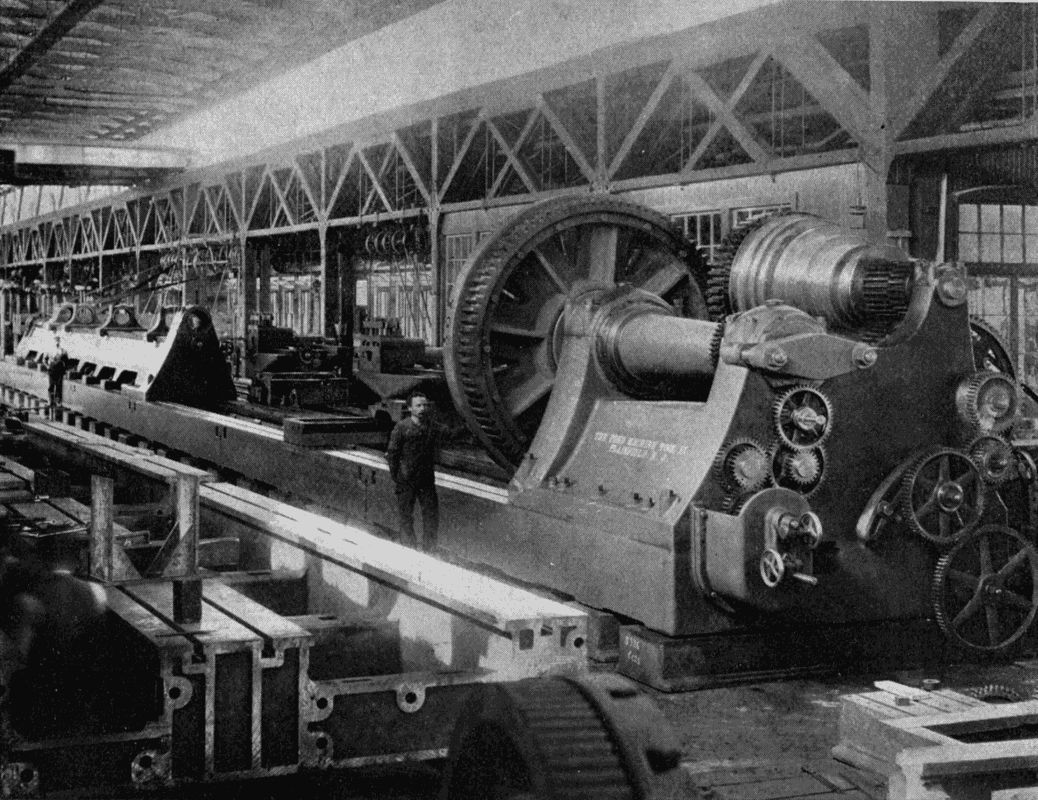
A Gun Lathe. 154 feet long between centres, for boring and turning guns which, with their mountings, weigh 165 tons when complete. The makers are the Niles-Bement-Pond Co. of New York.
Perhaps the most imposing of all lathes are those which handle large cannon and propeller shafts, such as may be seen in the works of Sir W. G. Armstrong, Whitworth, and Company; of Messrs. Vickers, Sons and Maxim; and of other armament and shipbuilding firms. The Midvale Steel Company have in their shops at Hamilton, Ohio, a monster boring lathe which will take in a shaft 60 feet long, 30 inches in diameter, and bore a hole from one end to the other 14 inches in diameter. To do this, the lathe must attack the shaft at both ends simultaneously, as a single boring bar of 60 feet would not be stiff enough to keep the hole cylindrical. The shaft is placed in a revolving chuck in the central portion of the lathe—which has a total length of over 170 feet—and supported further by two revolving ring rests on each side towards the extremities. With work so heavy, the feeding up of the tool to its surface cannot be done conveniently by hand control, and the boring bars are therefore advanced by hydraulic pressure, a very ingenious arrangement ensuring that the pressure shall never become excessive.
Perhaps the type of lathe most interesting to the layman is the turret lathe, generally used for the manufacture of articles turned out in great numbers. The headstock—i.e. the revolving part which grips the object to be turned—is hollow, so that a rod may be passed right through it into the vicinity of the tools, which are held in a hexagon "turret," one tool projecting from each of its sides. When one tool has been finished with, the workman does not have the trouble of taking it out of the rest and putting another in its place; he merely turns the turret [66]round, and brings another instrument opposite the work. If the object—say a water-cock—requires five operations performing on it in the lathe, the corresponding tools are arranged in their proper order round the turret. Stops are arranged so that as soon as any tool has advanced as far as is necessary a trip-action checks the motion of the turret, which is pulled back and given a turn to make it ready for the next attack.
One of the advantages of the turret lathe, particularly of the automatic form which shifts round the tool-box without human intervention, is its power of relieving the operator of the purely mechanical part of his work. Those who are familiar with the inside of some of our large workshops will have noticed men and boys who make the same thing all day and every day, and are themselves not far removed from machines. The articles they make are generally small and very rapidly produced, and the endless repetition of the same movements on the part of the operator is very tedious to watch, and must be infinitely more so to perform. Such an occupation is not elevating, and those engaged in it cannot take much interest in their work, or become fitted for a better position. When this work is done by an automatic lathe the machine performs the necessary operations, and the man supplies the intelligence, and, by exercising his thinking powers, becomes more valuable to his employers and himself. The introduction of new machines and methods generally has a stimulating effect on the whole shop, whatever the Erewhonians might say. The hubs and spindles of bicycles are cut from the solid bar by these automata; the tender has merely to feed them with [67]metal, and they go on smoothing, shaping, and cutting off until the material is all used up. The existence of such lathes largely accounts for the low price of our useful metal steeds at the present time.
A great amount of shaping is now done by milling cutters in preference to firmly-fixed edged tools. The cutter is a rod or disc which has its sides, end, or circumference serrated with deep teeth, shaped to the section of the cut needed. Revolving at a tremendous speed, it quickly bites its way into anything it meets just so far as a stop allows it to go.
One of the most ingenious machines to which the milling tool has been fitted is the well-known Blanchard lathe, which copies, generally in wood, repetitive work, such as the stocks for guns and rifles. The lathe has two sets of centres—one for the copy, the other for the model—parallel on the same bed, and turned at equal speeds and in the same direction by a train of gear wheels. The milling cutter is attached to a frame, from which a disc projects, and is pressed by a spring against the model. As the latter revolves, its irregular shape causes the disc, frame, and cutter to move towards or away from its centre, and therefore towards or away from the centre of the copy, which has all superfluities whisked off by the cutter. The frame is gradually moved along the model, reproducing in the rough block a section similar to the part of the model which it has reached.
The self-centring chuck is an accessory which has proved invaluable for saving time. It may most easily be described as a circular plate which screws on to the inner end of the mandrel (the spindle imparting motion [68]to the object being machined) and has in its face three slots radiating from the centre at angles of 120°. In each slot slides a stepped jaw, the under side of which is scored with concentric grooves engaging with a helical scroll turned by a key and worm gear acting on its circumference. The jaws approach or recede from the centre symmetrically, so that if a circular object is gripped, its centre will be in line with the axis of the lathe. Whether for gripping a tiny drill or a large wheel, the self-centring chuck is indispensable.
PLANING-MACHINES
Not less important in engineering than the truly curved surface is the true plane, in which, as Euclid would say, any two points being taken, the straight line between them lies wholly in that superficies. The lathe depends for its efficiency on the perfect flatness of all areas which should be flat—the guides, the surface plates, the bottom and sides of the headstock, and, above all, of the slide rest. For making plane metal superficies, a machine must first be constructed which itself is above suspicion; but when once built it creates machines like itself, capable of reproducing others ad infinitum.
Many amateur carpenters pride themselves on the beautiful smoothness of the boards over which they have run their jack planes. Yet, as compared with the bed of a lathe, their best work will appear very inaccurate.
The engineer's planing-machine in no way resembles its wooden relative. In the place of a blade projecting just a little way through a surface which prevents it from cutting too deep into the substance over which it is moving, we have a steel chisel very similar to the cutting tools of a lathe attached to a frame passing up and down over a bed to which the member holding the chisel is perfectly parallel. The article to be planed is rigidly attached to the bed and travels with it. Between every two strokes the tool is automatically moved sideways, so that no two cuts shall be in the same line. After the whole surface has been "roughed," a finishing cutter is brought in action, and the process is repeated with the business edge of the tool rather nearer to the bed.
Joseph Clement, a contemporary of Babbage, Maudslay, and Nasmyth, is usually regarded as the inventor of the planing-machine. By 1825 he had finished a planer, in which the tool was stationary and the work moving under it on a rolling bed. Two cutters were attached to the overhead cross rail, so that travel in either direction might be utilised. The bed of the machine, on which the work was laid, passed under the cutters on perfectly true rollers or wheels, lodged and held in their bearings as accurately as the best mandrel could be, and having set screws acting against their ends, totally preventing all end-motion. The machine was bedded on a massive and solid foundation of masonry in heavy blocks, the support at all points being so complete as effectually to destroy all tendency to vibration, with the object of securing full, round, and quiet cuts. The rollers on which the planing-machine travelled were so true, that Clement himself used to say of them, "If you were to put a paper shaving under one of the rollers it would at once stop the rest." Nor was this an exaggeration—the entire mechanism, notwithstanding its great size, being as true and accurate [70]as a watch.[6] Mr. Clement next made a revolving attachment for the bed, in which bodies could be revolved under the cutter, on an axis parallel to the direction of travel. According to the wish of the operator, the object was converted into a cylinder, cone, or prism by its movements under the planing-tool. So efficient was the machine that it earned its maker upwards of ten pounds a day, at the rate of about eighteen shillings a square foot, until rivals appeared in the field and finally reduced the cost of planing to a few pence for the same area.
There are two main patterns of planes now in general use. The first follows the original design of Clement; the second has a fixed bed but a moving tool. Where the work is very heavy, as in the case of armour-plates for battleships, the power required to suddenly reverse the motion of a vast mass of metal is enormous, many times greater than the energy expended on the actual planing. For this reason the moving-bed machines have had to be greatly improved; and in some cases replaced by fixed-bed planers.
It is an impressive sight to watch one of these huge mechanisms reducing a rough plate, weighing twenty tons or more, to a smoothness which would shame the best billiard table. The machine, which towers thirty feet into the air and completely dwarfs the attendant, who has it as thoroughly under control as if it were a small file, bites great shining strips forty feet long, maybe, off the surface of the passive metal, and leaves a series of grooves as truly parallel as the art of man can make them. There is no fuss, no sticking, no stop, no noise; the force [71]of electricity or steam, transmitted through wonderfully cut and arranged gear-wheels, is irresistible. The tool, so hard that a journey through many miles of steel has no appreciable effect on its edge, shears its way remorselessly over the surface which presently may be tempered to a toughness resembling its own. If you want to resharpen the tool, it will be no good to attack it with any known metal. But somewhere in the works there is a machine whose buzzing emery-wheels are more than a match for it, and rapidly grind the blunted edge into its former shape, so that it is ready to flay another plate, one skin at a time.
Planing-machines are of many shapes. Some have an upright on each side of the bed limiting the width of the work they can take; others are open-sided, one support of extra strength replacing the two, enabling the introduction of a plate twice as broad as the bed. Others, again, are built on the verge of a pit, so that they may cut the edges of an up-ended plate, and make it fit against its fellows so truly that you could not slip a sheet of paper edgeways between them. Thus has man, so frail and delicate in himself, shaped metal till it can torture its kind to suit his will, which he makes known to it by opening this valve or pulling on that lever. Not only does he flay it, but pierces it through and through; twists it into all manner of shapes; hacks masses off as easily as he would cut slices from a loaf; squeezes it in terrible presses to a fraction of its original thickness; and otherwise so treats it that we are glad that our scientific observations have as yet discovered no sentience in the substances reduced to our service.
THE STEAM HAMMER
The Scandinavian god Thor was a marvellous blacksmith. Thursday should remind us weekly of Odin's son, from whose hammer flashed the lightning; and, through him, of Vulcan, toiling at his smithy in the crater of Vesuvius. In spite of the pictures drawn for us by pagan mythologists of their god-smiths, we are left with the doubt whether these beings, if materialised, might not themselves be somewhat alarmed by the steam hammer which mere mortals wield so easily.
The forge is without dispute the "show-place" of a big factory, where huge blocks of metal feel the heavy hand of steam. As children we watched the blacksmith at his anvil, attracted and yet half-terrified by the spark-showers flying from a white-hot horseshoe. And even the adult, long used to startling sights, might well be fascinated and dismayed by the terrific blows dealt on glowing ingots by the mechanical sledge.
{kind=link}
A steam hammer at work in Woolwich Arsenal, forging a steel ingot for the inner tube of a big gun. It delivers a blow equivalent to the momentum of a falling mass weighing 4000 tons. As speech is inaudible, the foreman gives hand signals to direct his men, who wear large canvas fingerless gloves to protect their hands from the intense heat.
James Nasmyth, the inventor of this useful machine, was the son of a landscape painter, who from his earliest youth had taken great interest in scientific and mechanical subjects of all kinds. At fifteen he made a steam-engine to grind his father's paints, and five years later a steam carriage "that ran many a mile with eight persons on it. After keeping it in action two months," he says in an account of his early life, "to the satisfaction of all who were interested in it, my friends allowed me to dispose of it, and I sold it—a great bargain—after which the engine was used in driving a small factory. I may mention that in that engine I employed the waste steam to cause an increased draught by its discharge up the chimney. This important use of waste steam had been introduced by George Stephenson some years before, though entirely unknown to me."
This interesting peep at the infancy of the motor carriage reveals mechanical capabilities of no mean order in young James. He soon entered the service of Mr. Joshua Field, Henry Maudslay's partner, and in 1834 set up a business on his own account at Manchester.
At this date the nearest approach to the modern steam hammer was the "tilt" hammer, operated by horse-, water-, or steam-power. It resembled an ordinary hand hammer on a very large scale, but as it could be raised only a small distance above its anvil, it became less effective as the size of the work increased, owing to the fall being "gagged." In 1837 Mr. Nasmyth interviewed the directors of the Great Western Steamship Company with regard to the manufacture of some unusually powerful tools which they needed for forging the paddle-shaft of the Great Britain. As the invention of the steam-engine had demanded the improvement of turning methods, so now the increase in the size of steamboats showed the insufficiency of forging machinery.
Mr. Nasmyth put on his thinking-cap. Evidently the thing needed was a method for raising a very heavy mass of metal easily to a good height, so that its great weight might fall with crushing force on the object between it and the anvil. How to raise it? Brilliant idea! Steam! In a moment Nasmyth had mentally pictured an inverted steam cylinder rested on a solid upright overhanging the anvil and a block of iron attached to its piston-rod. All that would then be necessary was to admit steam to the under side of the piston until the block had risen to its full height, and to suddenly open a valve which would cut off the steam supply and allow the vapour already in the cylinder to escape.
By the next post he sent a sketch to the company, who approved his design heartily, but were unable to use it, since the need for the paddle-shaft had already been nullified by the substitution of a screw as the motive power of their ship. Poor Nasmyth knew that he had discovered a "good thing," but British forge-masters, with a want of originality that amounted to sheer blind stupidity, refused to look at the innovation. "We have not orders enough to keep in work the forge-hammers we have," they wrote, "and we don't want any new ones, however improved they may be."
His invention, therefore, appeared doomed to failure. Help, however, came from France in the person of Mr. Schneider, founder of the famous Creusot Iron Works, notorious afterwards as the birthplace of the Boer "Long Toms." Mr. Nasmyth happened to be away when Mr. Schneider and a friend called at the Manchester works, but his partner, Mr. Gaskell, showed the French visitors round the works, and also told them of the proposed steam hammer. The designs were brought out, so that its details might be clearly explained.
Years afterwards Nasmyth returned the visit, and saw in the Creusot Works a crank-shaft so large that he asked how it had been forged. "By means of your steam hammer," came the reply. You may imagine Nasmyth's surprise on finding the very machine at work in France which his own countrymen had so despised, and his delight over its obvious success.
On returning home he at once raised money enough to secure a patent, protected his invention, and began to manufacture what has been described as "one of the most perfect of artificial machines and noblest triumphs of mind over matter that modern English engineers have developed." A few weeks saw the first—a 30-cwt.—hammer at work. People flocked to watch its precision, its beauty of action, and the completeness of control which could arrest it at any point of its descent so instantaneously as to crack without smashing a nut laid on the anvil. "Its advantages were so obvious that its adoption soon became general, and in the course of a few years Nasmyth steam hammers were to be found in every well-appointed workshop both at home and abroad."[7]
Nasmyth's invention was improved upon in 1853 by Mr. Robert Wilson, his partner and successor. He added an automatic arrangement which raised the "tup," or head, automatically from the metal it struck, so that time was saved and loss of heat to the ingot was also avoided. The beauty of the "balance valve," as it was called, will be more clearly understood if we remember that the travel of the hammer is constantly increasing as the piece on the anvil becomes thinner under successive blows. Under the influence of this very ingenious valve every variety of blow could be dealt. By simply altering the position of a tappet lever by means of two screws, a blow of the exact force required could be repeated an indefinite number of times. "It became a favourite amusement to place a wine-glass containing an egg upon the anvil, and let the block descend upon it with its quick motion; and so nice was its adjustment, and so delicate its mechanism, that the great block, weighing perhaps several tons, could be heard playing tap, tap upon the egg without even cracking the shell, when, at a signal given to the man in charge, down would come the great mass, and the egg and glass would be apparently, as Walter Savage Landor has it, 'blasted into space.'"[8]
Later on Mr. Wilson added an equally important feature in the shape of a double-action hand-gear, which caused the steam to act on the top as well as the bottom of the piston, thus more than doubling the effect of the hammer.
The largest hammer ever made was that erected by the Bethlehem Iron Company of Pennsylvania. The "tup" weighed 125 tons. After being in use for three years the owners consigned it to the scrap-heap, as inferior to the hydraulic press for the manufacture of armour-plate, though it had cost them £50,000. They then erected in its stead, for an equal sum of money, a 14,000-ton pressure hydraulic press, which fitly succeeds it as the most powerful of its kind in the world.
The change was made for three reasons. First, that the impact of so huge a block of metal necessitates the anvil being many times as heavy, and even then the shock to surrounding machinery may be very severe. Secondly, the larger the forging to be hammered, the less is the reaction of the anvil, so that all the force of the blow tends to be absorbed by the side facing the hammer; whereas with a small bar the anvil's inertia would have almost as much effect as the actual blow. Thirdly, the blow of the hammer is so instantaneous that the metal has not time to "flow" properly, and this leads to imperfect forgings, the surface of which may have been cracked. For very large work, therefore, the hammer is going out of fashion and the press coming in, though for lighter jobs it is still widely used.
Before leaving the subject we may glance at the double-headed horizontal hammer, such as is to be found in the forge-shop of the Horwich Railway Works. Two hammers, carried on rails and rollers, advance in unison from each side and pound work laid on a support between them. Each acts as anvil to the other, while doing its full share of the work. So that not only is a great deal of weight saved, but shocks are almost entirely absorbed; while the fact that each hammer need make a blow of only half the length of what would be required from a single hammer, enables twice as many blows to be delivered in a given time.
HYDRAULIC TOOLS
Before discussing these in detail we shall do well to trace the history of the Bramah press, which may be said to be their parent, since the principle employed in most hydraulic devices for the workshop, as also the idea of using water as a means of transmitting power under pressure, are justly attributed to Joseph Bramah.
If you take a dive into the sea and fall flat on the surface instead of entering at the graceful angle you intended, you will feel for some time afterwards as if an enemy had slapped you violently on the chest and stomach. You have learnt by sad experience that water, which seems to offer so little resistance to a body drawn slowly through it, is remarkably hard if struck violently. In fact, if enclosed, it becomes more incompressible than steel, without in any way losing its fluidity. We possess in water, therefore, a very useful agent for transmitting energy from one point to another. Shove one end of a column of water, and it gives a push to anything at its other end; but then it must be enclosed in a tube to guide its operation.
By a natural law all fluids press evenly on every unit of a surface that confines them. You may put sand into a bucket with a bottom of cardboard and beat hard upon the surface of the sand without knocking out the bottom. The friction between the sand particles and the bucket's sides entirely absorbs the blow. But if water were substituted for sand and struck with an object that just fitted the bucket so as to prevent the escape of liquid, the bottom, and sides, too, would be ripped open. The writer of this book once fired a candle out of a gun at a hermetically sealed tin of water to see what the effect would be. (Another candle had already been fired through an iron plate 14 of an inch thick.) The impact slightly compressed the water in the tin, which gave back all the energy in a recoil which split the sheet metal open and flung portions of it many feet into the air. But the candle never got through the side.
This affords a very good idea of the almost absolute incompressibility of a liquid.
The great difficulty encountered by Bramah was the prevention of leakage between the piston and the cylinder walls. If he packed it so tightly that no water could pass, then the piston jammed; if the packing was eased, then the leak recommenced. Bramah tried all manner of expedients without success. At last his foreman, Henry Maudslay—already mentioned in connection with the lathe slide-rest—conceived an idea which showed real genius by reason of its very simplicity. Why not, he said, let the water itself give sufficient tightness to the packing, which must be a collar of stout leather with an inverted U-shaped section? This suggestion saved the situation. A recess was turned in the neck of the cylinder at the point formerly occupied by the stuffing-box, and into this the collar was set, the edges pointing downwards. When water entered under pressure it forced the edges in different directions, one against the piston, the other against the wall of the recess, with a degree of tightness proportioned to the pressure. As soon as the pressure was removed the collar collapsed, and allowed the piston to pass back into the cylinder without friction. A similar device, to turn to smaller things for a moment, is employed in a cycle tyre inflater, a cup-shaped leather being attached to the rear end of the piston to seal it during the pressure stroke, though acting as an inlet valve for the suction stroke.
What we owe to Joseph Bramah and Henry Maudslay for their joint invention—the honour must be divided, like that of designing the steam hammer between Nasmyth and Wilson—it would indeed be hard to estimate. Wherever steady but enormous effort is required for lifting huge girders, houses, ships; for forcing wheels off their axles; for elevators; for advancing the boring shield of a tunnel; for compressing hay, wool, cotton, wood, even metal; for riveting, bending, drilling steel plates—there you will find some modification of the hydraulic press useful, if not indispensable.
However, as we are now prepared for a consideration of details, we may return to our workshop, and see what water is doing there. Outside stands a cylindrical object many feet broad and high, which can move up and down in vertical guides. If you peep underneath, you notice the shining steel shaft which supports the entire weight of this tank or coffer filled with heavy articles—stones, scrap iron, etc. The shaft is the piston-plunger of a very long cylinder connected by pipes to pumping engines and hydraulic machines. It and the mass it bears up serves as a reservoir of energy. If the pumping engines were coupled up directly to the hydraulic tools, whenever a workman desired to use a press, drill, or stamp, as the case might be, he would have to send a signal to the engine-man to start the pumps, and another signal to tell him when to stop. This would lead to great waste of time, and a danger of injuring the tackle from over driving. But with an accumulator there is always a supply of water under pressure at command, for as soon as the ram is nearly down, the engines are automatically started to pump it up again. In short, the accumulator is to hydraulic machinery what their bag is to bagpipes, or the air reservoir to an organ.
In large towns high-pressure water is distributed through special mains by companies who make a business of supplying factories, engineering works, and other places where there is need for it, though not sufficient need to justify the occupiers in laying down special pumping plant. London can boast five central distributing stations, where engines of 6,500 h.p. are engaged in keeping nine large accumulators full to feed 120 miles of pipes varying in diameter from seven inches downwards. The pressure is 700 lbs. to the square inch. Liverpool has twenty-three miles of pipes under 850 lbs. pressure; Manchester seventeen miles under 1,100 lbs. To these may be added Glasgow, Hull, Birmingham, Geneva, Paris, Berlin, Antwerp, and many other large cities in both Europe and the United States.
For very special purposes, such as making metal forgings, pressures up to twelve tons to the square inch may be required. To produce this "intensifiers" are used, i.e. presses worked from the ordinary hydraulic mains which pump water into a cylinder of larger diameter connected with the forging press.
The largest English forging press is to be found in the Openshaw Works of Sir W. G. Armstrong, Whitworth, and Company. Its duty is to consolidate armour-plate ingots by squeezing, preparatory to their passing through the rolling mills. It has one huge ram 78 inches in diameter, into the cylinder of which water is pumped by engines of 4,000 h.p., under a pressure of 6,720 lbs. to the square inch, which gives a total ram force of 12,000 tons. It has a total height of 33 feet, is 22 feet wide, and 175 feet long, and weighs 1,280 tons. On each side of the anvil is a trench fitted with platforms and machinery for moving the ingot across the ingot block. Two 100-ton electric cranes with hydraulic lifting cylinders serve the press.
The hydraulic press is also used for bending or stamping plates in all manners of forms. You may see 8-inch steel slabs being quietly squeezed in a pair of huge dies till they have attained a semicircular shape, to fit them for the protection of a man-of-war's big-gun turret; or thinner stuff having its ends turned over to make a flange; or still slenderer metal stamped into the shape of a complete steel boat, as easily as the tinsmith stamps tartlet moulds. In another workshop a pair of massive jaws worked by water power are breaking up iron pigs into pieces suitable for the melting furnace.
The manufacture of munitions of war also calls for the aid of this powerful ally. Take the field-gun and its ammunition. "The gun itself is a steel barrel, hydraulically forged, and afterwards wire-wound; the carriage is built up of steel plates, flanged and shaped in hydraulic presses; the wheels have their naves composed of hydraulically flanged and corrugated steel discs, and even the tyres are forced on cold by hydraulic tyre-setters, the rams of which are powerful enough to reduce the diameter of the welded tyre until the latter tightly nips the wheel. The shells for the gun are punched and drawn by powerful hydraulic presses, and the copper driving-bands are fixed on the projectiles in special hydraulic presses. Quick-firing cartridge-cases are capped, drawn, and headed by an hydraulic press, whose huge mass always impresses the uninitiated as absurdly out of proportion to the small size of the finished case, and finally the cordite firing charge is dependent on hydraulic presses for its density and shape."[9]
ELECTRIC TOOLS IN A SHIPYARD
Of late years electricity has taken a very prominent part in workshop equipment, on account of the ease with which it can be applied to a machine, the freedom from belting and overhead gear which it gives, and its greater economy. In a lathe-shop, where only half the lathes may be in motion at a time, the shafting and the belts for the total number is constantly whirling, absorbing uselessly a lot of power. If, however, a separate motor be fitted to each lathe, the workman can switch it on and off at his pleasure.
The New York Shipbuilding Company, a very modern enterprise, depends mainly on electrical power for driving its machinery, in preference to belting, compressed air, or water. Let us stroll through the various shops, and note the uses to which the current has been harnessed. Before entering, our attention is arrested by a huge gantry crane, borne by two columns which travel on rails. From the cross girder, or bridge, 88 feet long, hang two lifting magnets, worked by 25 h.p. motors, which raise the load at the rate of 20 feet per minute. Motors of equal power move the whole gantry along its rails over the great piles of steel plates and girders from which it selects victims to feed the maw of the shops.
The main building is of enormous size, covering with its single roof no less than eighteen acres! Just imagine four acres of skylights and two acres of windows, and you may be able to calculate the little glazier's bill that might result from a bad hailstorm. In this immense chamber are included the machine, boiler, blacksmith, plate, frame, pipe, and mould shops, the general storerooms, the building ways, and outfitting slips. "The material which enters the plate and storage rooms at one end, does not leave the building until it goes out as a part of the completed ship for which it was intended, when the vessel is ready to enter service; there are installed in one main building, and under one roof, all the material and machinery necessary for the construction of the largest ship known to commerce, and eight sets of ship-ways, built upon masonry foundations, covered by roofs of steel and glass, and spanned by cranes up to 100 tons lifting capacity, are practically as much a part of the immense main building as the boiler shop or machine shop."[10]
A huge 100-ton crane of 121-foot span dominates the machine-shop and ship-ways at a height of 120 feet. It toys with a big engine or boiler, picking it up when the riveters, caulkers, and fitters have done their work, and dropping it gently into the bowels of a partly-finished vessel. A number of smaller cranes run about with their loads. Those which handle plates are, like the big gantry already referred to, equipped with powerful electro-magnets which fix like leeches on the metal, and will not let go their hold until the current is broken by the pressing of a button somewhere on the bridge. Sometimes several plates are picked up at once, and then it is pretty to see how the man in charge drops them in succession, one here, another there, by merely opening and closing the switch very quickly, so that the plate furthest from the magnets falls before the magnetism has passed out of the nearer plates.
Another interesting type is the extension-arm crane, which shoots out an arm between two pillars, grips something, and pulls it back into the main aisle, down which it travels without impediment.
What is that strange-looking machine over there? It has three columns which move on circular rails round a table in the centre. Up and down each column passes a stage carrying with it a workman and an electric drill working four spindles. Look! here comes a crane with a boiler shell, the plates of which have been bolted in position. The crane lets down its load, end-up, on to the table, and trots off, while the three workmen move their columns round till the twelve drills are opposite their work. Then whirr! a dozen twisted steel points, ranged in three sets of four, one drill above the other, bite into the boiler plates, opening out holes at mathematically correct intervals all down the overlapping seam-plates. This job done, the columns move round the boiler, and their drills pierce it first near the lower edge, then near the upper. The crane returns, grips the cylinder, and bears it off to the riveters, who are waiting with their hydraulic presses to squeeze the rivets into the holes just made, and shape their heads into neat hemispheres. As it swings through the air the size of the boiler is dwarfed by its surroundings; but if you had put a rule to it on the table you would have found that it measured 20 feet in diameter and as many in length. A few months hence furnaces will rage in its stomach, and cause it to force tons of steam into the mighty cylinders driving some majestic vessel across the Atlantic.
We pass giant lathes busy on the propeller shafts, huge boring mills which slowly smooth the interior of a cylinder, planers which face the valve slides; and we arrive, eye-weary, at the launching-ways where an ocean liner is being given her finishing touches. Then we begin [89]to moralise. That 600-foot floating palace is a concretion of parts, shaped, punched, cut, planed, bored, fixed by electricity. Where does man come in? Well, he harnessed the current, he guided it, he said "Do this," and it did it. Does not that seem to be his fair share of the work?
FOOTNOTES:
-
Industrial Biographies, Dr. S. Smiles.
-
Industrial Biographies.
-
Industrial Biographies.
-
Chambers's Encyclopædia.
-
Mr. A. F. Petch in Cassier's Magazine.
-
Cassier's Magazine.
About HackerNoon Book Series: We bring you the most important technical, scientific, and insightful public domain books.
This book is part of the public domain. Archibald Williams (2014). The Romance of Modern Mechanism. Urbana, Illinois: Project Gutenberg. Retrieved
This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org, located at https://www.gutenberg.org/policy/license.html.